专注高精密零件CNC零件加工
从设计到机加工,让高品质零件制造更简单
13751188387

13751188387

热搜关键词:
在零件的cnc加工夹具工艺生产过程中,内力的变化往往容易造成零件材料变形,有色轻金属如铝、镁合金的生产加工。尤其是对于薄壁、薄板类零件的CNC加工中的形状变形弯曲表现得尤为突出。如何提升加工工艺技术水平,从而最大限度地防止零件的变形,保证零件产品的加工工艺生产效率和质量,多年来一直是值得我们深入探讨的问题。
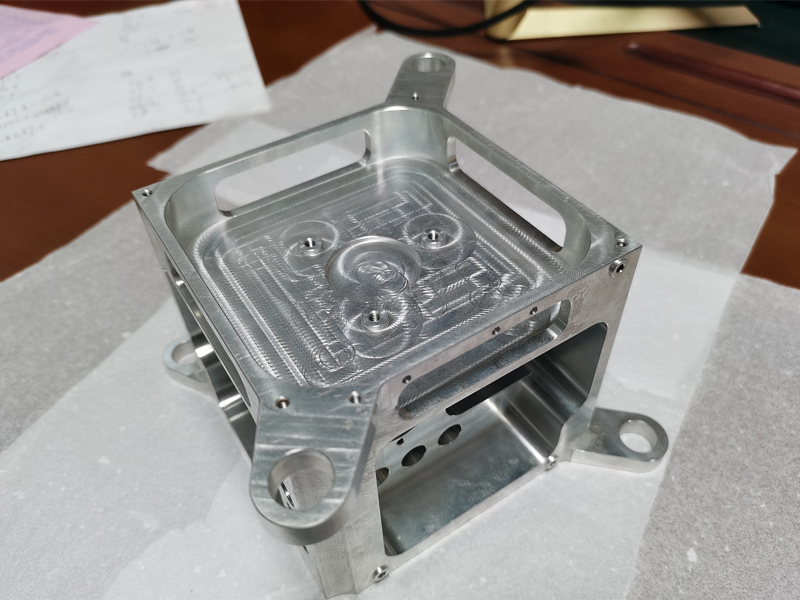
在外壳的cnc加工夹具工艺生产过程中,对于容易变形的材料和薄壁、薄板类零件,确实需要更加注意和采取措施来提升加工工艺技术水平,以最大限度地防止外壳的变形,保证加工效率和质量。以下是一些建议:
(1). 合理选择加工工艺参数:加工工艺参数的选择对于减少零件变形至关重要。需要根据材料的性质和零件的形状特点,合理选择切削速度、进给速度、切削深度等参数,以减少切削热的积累和内力的产生。
(2). 优化切削和刀具设计:采用合适的切削刀具和刀具结构,以减少切削力和切削热的作用。通过优化切削路径、刀具切入和退出方式,减小切削力的集中和突变,有助于降低零件的变形风险。
(3). 加工过程中的冷却和润滑:在加工过程中,采取适当的冷却和润滑措施,以降低切削温度和减少热变形的影响。合理选择冷却液和冷却方式,保持切削区域的温度稳定,有助于控制零件的变形。
(4). 使用合适的夹具:合理选择和设计夹具,确保夹紧力的均匀分布和夹持稳定,避免夹持力过大或不均匀导致零件变形。同时,夹具应具备足够的刚性和稳定性,以抵抗加工过程中的内力变化。
(5). 控制加工环境温度:保持加工环境的稳定温度,避免温度变化对零件产生影响。特别是对于容易受热变形的材料,可以采取措施控制加工环境的温度,如加装空调设备或采取隔热措施。
(6). 加工前的预处理:对于容易变形的材料,可以在加工之前进行适当的预处理。例如,对于铝合金可以进行热处理或应力释放处理,以减小材料的内应力,降低加工过程中的变形风险。
通过以上措施的合理应用,可以有效提升加工工艺技术水平,减少零件的变形,保证加工工艺生产效率和质量。同时,加工操作人员的经验和技能也是至关重要的,需要加强培训和提高操作人员的专业素质,以确保加工过程的准确性和稳定性。
咨询热线
13751188387





