专注高精密零件CNC零件加工
从设计到机加工,让高品质零件制造更简单
13751188387

13751188387
")
热搜关键词:
本文目录
零件加工步骤? 自制零件加工常见问题? 手工组装活外发加工? 做手工零件是真是假呀? 金属零件的主要的加工方法有哪些? 普通车床工加工小零件的方法? 零件加工工艺流程范本?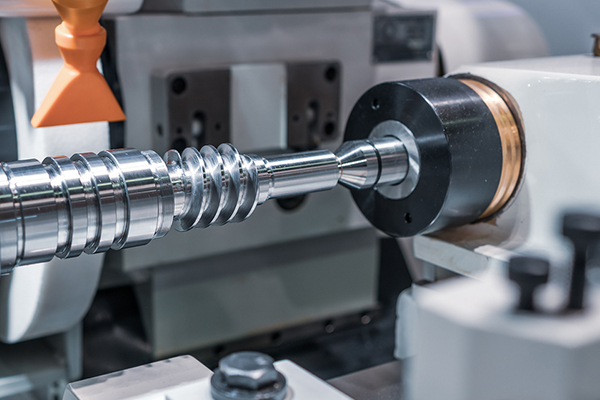
1、开机,各坐标轴手动回机床原点
2、准备
根据加工要求选择Φ20 立铣刀、Φ5中心钻、Φ8麻花钻各一把,然后用弹簧夹头刀柄装夹Φ20立铣刀,号设为T01,用钻夹头刀柄装夹Φ5中心钻、Φ8麻花钻,号设为T02、T03,将对刀工具寻边器装在弹簧夹头刀柄上,号设为 T04 。
3 、将已装夹好的刀柄采用手动方式放入刀库, 即
1 )输入 “T01 M06” ,执行
2 )手动将 T01 装上主轴
3 )按照以上步骤依次将 T02 、 T03 、 T04 放入刀库
1. 设计问题:自制零件的设计是加工的基础,设计不合理或者缺乏详细的制图说明,容易导致加工出现误差或者无法加工的情况。
2. 材料问题:选择不合适的材料也会导致加工问题,材料质量不佳或者材料硬度过高会使得加工难度增大,甚至可能导致加工失败。
3. 加工工艺问题:加工工艺的选择不恰当也会对加工产生影响,如选择、切削参数设置、加工顺序等。如果不合理,会导致零件表面质量不佳或者加工精度低。
4. 加工设备问题:加工设备的精度和性能也会对自制零件的加工产生重要影响,如果设备精度不高或者设备本身出现故障,会直接影响零件加工的质量和精度。
5. 模具问题:制作自制零件时,有时需要使用模具,如果模具的精度不高或者模具设计不合理,也会导致加工问题。
因此,在加工自制零件时,需要重视设备和工具的选择、材料的选取、工艺的设计以及制图的精度等方面。同时,需要保持耐心和细心,认真检查每一道加工工序,以确保自制零件的加工质量和精度。
手工组装加工活外发,一般是小型企业塑胶厂的塑胶组装小件,和小型企业五金厂的手工组装零件。因为简单,易学易会。可以给找不到工作的大龄阿姨们带来一份生活的保障。厂里完成一份,外发一份,这样厂里的订单也不误,给找不到工作的大龄阿姨们也带来一份收入。
是真的,也是假的,生活中没有绝对,因此,只有靠自己的判断,建议你多了解相关知识,或者问你身边的人,再次在生活中要注意积累经验,手工制作,如果收货方是预付部分定金给你准备材料,那么多半是真的;如果以各种理由跟你要押金,保证到时间要交货等等,九成以上是骗子。简单的说,要你先给钱,或者你做好了准备交货,不给90%货款的,都可以视为骗子
1、铸造:将熔融态金属浇入铸型后,冷却凝固成为具有一定形状铸件的工艺方法。
2、塑性成型:塑性成型加工指在外力的作用下,金属材料通过塑性变形,获得具有一定形状、尺寸和力学性能的零件或毛坯的加工方法。塑性加工可分为锻造、扎制、挤压、拔制、冲压五种。
3、切削加工:利用切削 在切削机床上(或用手工)将金属工件的多余加工量切去,以达到规定的形状、尺寸和表面质量的工艺过程。
4、焊接加工:是充分利用金属材料在高温作用下易熔化的特性,使金属与金属发生相互连接的一种工艺,是金属加工的一种辅助手段。
5、粉末冶金:是以金属或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术。
普通车床靠齿轮和普通丝杠螺母传动。由于各运动副间存在间隙,加上手工操作不准确,因此重复精度较低。普通车床测量时需停车后手工测量,测量误差较大,而且效率低下。适合批量较小,精度要求不高,零活类零件。它投资较数控低,但对工人的操作技能要求较高,因此工资水平高。
低水平工人的废品率和生产率会让你头疼。
数控车床靠步进电机带动滚珠丝杠传动,由于滚珠丝杠可以有过盈量,传动无间隙,精度主要靠机床本身和程序保证。在加工过程中可以自动测量,并能自动补偿磨损及其他原因产生的误差。所以加工质量好,精度稳定。
还可以用编程的方法车出形状复杂,普通车床难以加工的零件。适合精度高,批量大,形状复杂的零件。但小批量生产也很好用。它的维修费用较普通车床高。
立车主要用于大件,它的主轴是垂直的。立车也有数控的。
由于高技术水平的人才越来越缺,现在新上的企业多采用数控,以提高生产率和产品质量,降低废品率和成本。
步骤包含:
1、零件设计图纸、技术资料,以及产品的装配图纸。
2、零件的生产批量。
3、零件数控加工所需的相关技术标准如企业标准和工艺文件。 4、产品验收的质量标准。
5、现有的生产条件和资料。
工艺装备及专用设备的制造能力、加工设备和工艺装备的规格及性能、工人的技术水平。
【本文标签】
【数控机床加工厂家】版权所有
咨询热线
13751188387





