专注高精密零件CNC零件加工
从设计到机加工,让高品质零件制造更简单
13751188387

13751188387
")
本文目录
线切割加工铜件有什么好方法? cnc加工铜件怎么减少毛刺? 怎样使铜变硬? 车床加工铜件用什么,刀怎么磨? 车床加工铜件用什么,刀怎么磨? 紫铜好加工吗?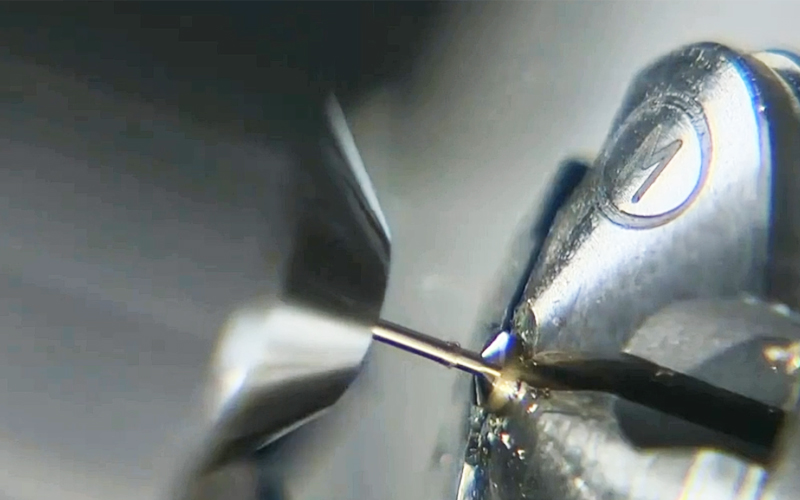
线切割机的原理是电极线放点腐蚀工件。电极丝从上机头穿入工件的打孔位或空处引入下机头,下机头与机床台面齐平,工件压在床台锁紧,上机头可以前后左右上下自动,下机头不可以上下移动,按照图纸的2d图纸形状展开切割,一般有圆孔方孔,异形孔,冲块等
1. 调整加工速度和进给速度。降低加工速度和进给速度可以减少毛刺的出现。
2. 选择合适的和切削液。选择质量好的和切削液,可以有效减少毛刺的出现。
3. 预处理铜件。在加工前对铜件进行抛光或者研磨处理,可以提高表面光滑度,减少毛刺的出现。
4. 加强清洁维护。保持机床和的清洁和充分润滑,可以提高铜件加工的质量,减少毛刺的出现。
5. 优化加工参数。根据具体情况,优化加工参数,采取合理的加工方式,可以减少毛刺的出现。
使紫铜硬度增加维一的方法就是“加工硬化”,工业上是通过轧制挤压拉伸等方法使其变硬的,家中条件下通俗的作法就是“敲”硬。手工制作铜器的过程中紫铜自然就变硬了。
接着你会遇到的事将是加工后的紫铜变得硬而脆了,不适于再加工。——干脆一次全告诉你吧,现在你应该给加工过的铜件退火了。退火工艺规范大致为;温度高于铜的再结晶温度,简单说就在500摄氏度左右;
加热时间(到达再结晶温度后保温时间)视工件厚度而定,热透了再保温半小时以上;
冷却过程无特殊要求,甚至可以直接投入水中急冷——放心、不会象钢件一样被“淬火”的!当然、如果是薄壁复杂件易变形,还是不投入水中冷却为好
车床加工铜件最好用"聚金金刚石刀片", 光洁度可以达到Ra0.8-0.06。加工黄铜的转数不宜太高因为它产生崩碎屑速度快的话飞的哪都是,要求不是太高磨一些正角度就行;紫铜的话车刀要磨的相当锋利,这种材料特粘容易粘刀,要磨成大前角锋利的车刀。可以适当加点切削液
不知你加工的是黄铜还是紫铜,黄铜的转数不宜太高因为它产生崩碎屑速度快的话飞的哪都是,要求不是太高磨一些正角度就行;紫铜的话车刀要磨的相当锋利,这种材料特粘容易粘刀,要磨成大前角锋利的车刀。可以适当加点切削液。
紫铜好加工。
1.紫铜,又名红铜,具有很好的导电性和导热性,塑性极好,易于热压和冷压力加工,大量用于制造电线、电缆、电刷、电火花专用蚀电蚀铜等要求导电性良好的产品。
2.由于铜本身比较活泼很容易与空气中的氧气、二氧化硫等腐蚀性介质反应而氧化变色。因此,紫铜加工后极易氧化变色,铜件一般都是加工完成后需要进行钝化处理来保护其不变色的。
3.目前市场上有很多的铜材钝化液、铜材防变色等产品可以用。使用方法一般也很是简单的,就简单的浸泡就可以了,无需特殊设备。
【本文标签】
【精密五金冲压加工】版权所有
咨询热线
13751188387





