专注高精密零件CNC零件加工
从设计到机加工,让高品质零件制造更简单
13751188387

13751188387
")
热搜关键词:
本文目录
钛合金钻孔加工方法? 钛合金怎么加工螺纹? 钛合金加工需注意的问题? 钛合金攻丝技巧? 钛合金块怎么变成钛合金锭? 钛合金放电加工选什么电极? 亚伦伊尔眼镜钛合金德国产值多少钱? 数控车床加工钛合金切削参数?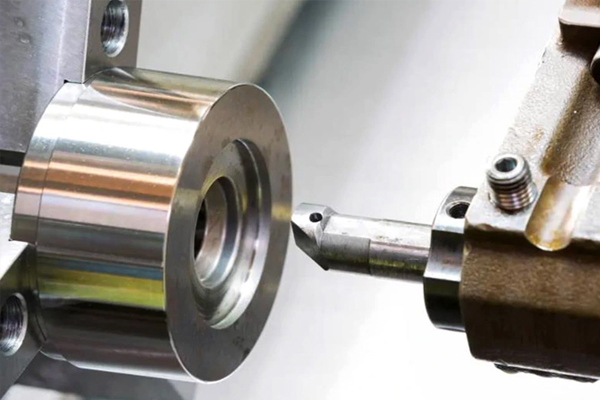
关于这个问题,钛合金钻孔加工方法主要有以下几种:
1. 高速钻削:使用高速钻头进行钻孔,钻头速度较快,可以快速移除材料,但需要注意控制切削温度,以免对钛合金材料造成过热和氧化。
2. 先钻孔后铰削:先使用合适尺寸的钻头钻出孔洞,然后使用铰刀进行孔壁的加工和修整,以获得更高的精度和表面质量。
3. 钨钢钻削:使用钨钢钻头进行钻孔,钨钢钻头具有较高的硬度和耐磨性,可以在钛合金上进行高效的切削,但需要注意控制切削温度。
4. 冷却液辅助加工:在钻孔过程中使用冷却液进行冷却和润滑,以降低切削温度和减少摩擦,同时可以有效切削钛合金材料。
5. 参数选择:根据钛合金材料的性质和要求,选择合适的参数,包括材料、刃数、刃型、切削速度等,以获得最佳的加工效果。
需要注意的是,钛合金是一种难加工的材料,具有较高的硬度和韧性,容易产生热量和切削力,因此在钛合金钻孔加工中需要注意切削温度控制、选择和冷却液的使用,以保证加工质量和工具寿命。另外,钛合金钻孔加工时还需要注意安全操作,避免产生切削碎屑和损坏。
切削丝攻比较好。
由于钛合金的诸多特性,在钛合金材料上进行内螺纹攻丝,是钛合金切削加工中最困难的工序,尤其对于小孔螺纹的加工更加困难,而且离不开丝锥攻制。主要表现为攻螺纹总扭矩大,约为45 钢攻螺纹扭矩的2倍;丝锥刀齿过快磨损、崩刃,甚至被“咬死”而折断。其主要原因是钛合金弹性模量太小,已加工的螺纹表面会产生很大回弹,给丝锥刀齿的侧后面及齿顶后面很大的法向力,从而造成很大的摩擦扭矩;加之切削温度高、切屑有粘刀现象不易排除、切削液不易到达切削区等;加工表面容易产生应力集中,并形成硬脆层,被加工螺纹表面质量较差。
钛合金内螺纹用丝锥的设计
为满足航空企业的专用性要求,解决上述加工问题的关键是提高钛合金内螺纹攻丝用丝锥的加工性能,必须对钛合金攻丝用丝锥的几何参数进行优化设计,并采取适当加工条件。从丝锥的结构形式、参数方面进行改进,这都是非常重要的措施,同时根据工件螺孔形式、螺孔精度要求、机床条件等诸多不同的条件设计、选用合适的丝锥。
钛合金具有强度高,密度小,机械性能、韧性和抗蚀性好等特点在众多行业中都有应用。但钛合金也具有热传导系数低、高温下化学活性较高等特性,切削加工困难,生产加工工艺复杂,为保证钛合金产品质量,在加工过程中就需要注意以下几点:
1、钛合金热传导系数低,加工时热量在工件局部表面堆积,很容易使温度过高造成“烧刀”,则因此就要求质量好,而且切削线速度要低(低转速,低进给)。具最好是钛合金专用,如果没有也可以用硬质合金,硬度越高越好,建议55度以上。
2、由于钛合金加工硬度越高质地越紧密,传热效果越好,所以尽量不要用涂层,钛合金材料会和涂层里的钛发生“亲和”反应,造成“粘刀”。
3、钛合金密度低,硬度低,材料很棉,容易“让刀”。粗加工时只会发生“切削不到位”的情况,而不会发生“过切”。为了避免“让刀”尺寸不到位,钛合金加工而反复加工,余量尽量少留,以提高加工效率。
4、钛合金加工时需要做好冷却措施,万不可干切。小微量切削的精加工时更要注意。颗粒度很小的钛合金碎屑,在二百多度左右会“燃烧”,影响产品成型质量。
掌握正确的技巧非常重要,可以使攻丝过程更加高效、准确,并且能够保证钛合金的质量不受到影响。
基本的攻丝技巧如下:掌握非常重要,可以提高攻丝效率和质量。
1.钛合金具有相对较高的硬度和强度,需要选择合适的钻头和攻丝刀来进行加工;2.钛合金的热传导性较差,需要控制好加工时的切削速度和冷却剂的使用;3.攻丝前需要进行严格的预处理和清洗,以保证表面光洁度和加工精度。
的掌握还需要结合实际的加工情况进行不断的探索和总结。
在攻丝过程中还需要注意氧化、粘刀、断刀等问题的处理,以确保钛合金加工质量。
同时,需要运用好一些神器,如拖鞋夹、切断夹等工具协助加工。钛合金块通过加热熔化后,倒入模具中冷却,即可形成钛合金锭。
钛合金块和钛合金锭都是由钛合金经过加工而成的,不同的是块是一块块的,而锭则是长条状的。
加工时需要对钛合金块进行加热,使其熔化,然后倒入模具中并冷却,锭形成后再经过多个工序,最终变成了各种不同形状和规格的钛合金制品。
钛合金具有很高的强度和耐腐蚀性,被广泛应用于航空、航天、化工等领域。钛合金需要放电 用石墨电极材料做电极好 用石墨电极对钛合金材料表面电火花放电强化处理的方法 用石墨电极对钛合金材料表面电火花放电强化处理的方法,其特征在于采用由可编程控制器PLC进行自动控制的电火花强化机对工件表面进行强化处理,将被处理零件接在脉冲电流的负极上,石墨电极接在脉冲电流正极上,进行电火花放电,产生电火花原位化合反应,其中石墨电极之石墨化程度大于50%,硬度小于HS30,电阻率10-25μΩm,不含其他金属杂质,电极尺寸和形状保证操作方便、可靠,其工艺参数:电压50-150V、电流1-5A、时间50-200S/cm↑[2],放电频率大于2000HZ,电极振动频率50-100HZ。
亚伦伊尔眼镜钛合金的德国产值好像是一亿元左右,详细如下仅供参考
据资料显示,亚伦伊尔眼镜钛合金德国产值可能是一亿左右,因为在德国,亚伦伊尔眼镜钛合涉及钛合金、钛加工件、钛工艺品等多种产品的生产、加工和销售,所以产值十分可观。
钛合金是一种难加工的材料,数控车床加工钛合金时需要注意以下切削参数:
选择合适的切削速度,通常在50-100米/分钟;合理选择进给速度,一般在0.05-0.15毫米/转;选择合适的切削深度,一般在0.5-1.5毫米;使用合适的,如硬质合金或陶瓷;保持良好的冷却润滑条件,以防止过热和磨损;定期检查磨损情况,及时更换。这些参数可以提高加工效率和质量,同时延长寿命。
【本文标签】
【cnc加工技术】版权所有
咨询热线
13751188387





