专注高精密零件CNC零件加工
从设计到机加工,让高品质零件制造更简单
13751188387

13751188387
")
热搜关键词:
本文目录
转子轴加工全过程? 大连金华德精密轴介绍? 外圆表面常用的加工方法有哪些?如何选用? 轴的用途应用? 四轴加工中心可以加工哪些产品? 十种机械零部件的名称和用途? 机加工轴符合什么标准? 夹头和轴配合方法?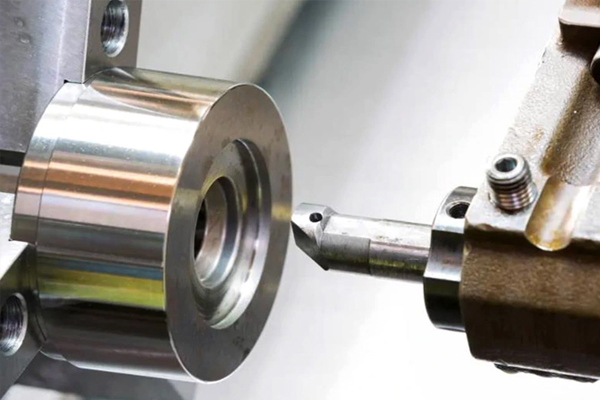
1、材料准备:转子轴材料通常是金属,需要用到机械性能优良的合金材料,像不锈钢、铝、铁等无组织金属。
2、切削加工:编程CNC数控机床进行切削加工,完成转子轴的制造。
3、磨削加工:用精密的砂轮磨削或超声波抛光设备加工转子轴,使其平整光滑,精度达到要求。
4、表面处理:用特殊方法对转子轴进行涂装或喷涂,以防止腐蚀、磨损、耐温及耐油污等。
5、检测和检验:使用测量仪器检测转子轴的尺寸、孔径与轮廓的准确性,以确保产品的质量。
6、包装:将转子轴打包,准备发货。
简介:大连金华德精密轴成立于2011年02月15日,主要经营范围为精密微型轴、精密零件加工,机械零部件加工,货物、技术进出口(法律、行政法规禁止的项目除外等。
法定代表人:何建平成立时间:2011-02-15注册资本:2000万人民币工商注册号:210212000005247企业类型:(非自然人投资或控股的法人独资)
公司地址:辽宁省大连市旅顺口区华洋路27-2号
车削、磨削、表面粗糙度、超精加工、滚压加工。车削加工是外圆表面最经济有效的加工方法,但就其经济精度来说,一般适于作为外圆表面粗加工和半精加工方法。
外圆表面是回转体类零件(轴类、套类、盘类)的主要表面。外圆表面常用的机械加工方法有车削、磨削和各种光整加工方法。 车削加工因切削层厚度大、进给量大而成为外圆表面最经济最有效的加工方法。
尽管车削加工也能获得很高的加工精度和加工质量,但就其经济精度来看一般适宜外圆表面的粗加工和半精加工的方法。磨削加工切削速度高、切削量较小,是外圆表面最主的精加工方法,适用于各种高硬度。
扩展资料
光整加工是精加工之后进行的超精密加工方法。适用于某些精度和表面质量要求很高的零件。外圆表面加工方案及其选择外圆表面作为一种可逆表面,可采用各种不同的成形方法因而可供选用的加工方案有多种。
但每种加工方案可能达到的加工精度、表面粗糙、生产率和加工成本各不相同,因此必须根据具体情况选用最适当的加工方案,加工出满足图样要求的零件。
轴(shaft)是穿在轴承中间或车轮中间或齿轮中间的圆柱形物件,但也有少部分是方型的。轴是支承转动零件并与之一起回转以传递运动、扭矩或弯矩的机械零件。一般为金属圆杆状,各段可以有不同的直径。机器中作回转运动的零件就装在轴上。
扭转刚度
轴的扭转刚度校核是计算的轴的工作时扭转变形量,是用每米轴长的扭角 度量的。轴的扭转变形要影响机器的性能和工作精度,如内燃机凸轮轴的扭转角过大,会影响气门的正确启闭时间;龙门式起重机运动机构传动轴的扭转角会影响驱动轮的同步性;对有发生扭转振动危险的轴以及操纵系统中的轴,都需要有较大的扭转刚度。
技术要求
1、加工精度
1)尺寸精度 轴类零件的尺寸精度主要指轴的直径尺寸精度和轴长尺寸精度。按使用要求,主要轴颈直径尺寸精度通常为IT6-IT9级,精密的轴颈也可达IT5级。轴长尺寸通常规定为公称尺寸,对于阶梯轴的各台阶长度按使用要求可相应给定公差。
2)几何精度 轴类零件一般是用两个轴颈支撑在轴承上,这两个轴颈称为支撑轴颈,也是轴的装配基准。除了尺寸精度外,一般还对支撑轴颈的几何精度(圆度、圆柱度)提出要求。对于一般精度的轴颈,几何形状误差应限制在直径公差范围内,要求高时,应在零件图样上另行规定其 允许的公差值。
3)相互位置精度 轴类零件中的配合轴颈(装配传动件的轴颈)相对于支撑轴颈间的同轴度是其相互位置精度的普遍要求。通常普通精度的轴,配合精度对支撑轴颈的径向圆跳动一般为0.01-0.03mm,高精度轴为0.001-0.005mm。
此外,相互位置精度还有内外圆柱面的同轴度,轴向定位端面与轴心线的垂直度要求等。
2、表面粗糙度
根据机械的精密程度,运转速度的高低,轴类零件表面粗糙度要求也不相同。一般情况下,支撑轴颈的表面粗糙度 Ra值为0.63-0.16 μm ;配合轴颈的表面粗糙度Ra值为2.5-0.63 μ m
四轴加工中心可以加工很多不同类型的产品,包括机械零件、汽车零部件、飞机零件、船舶零件、航空航天部件、医疗器材、电子器件等。以下是四轴加工中心可以加工的一些产品示例:
1. 机械零件:例如轴、齿轮、联轴器、螺纹、法兰盘等。
2. 汽车零部件:例如汽车发动机缸盖、汽车变速器、汽车座椅等。
3. 飞机零件:例如飞机机翼、飞机发动机、飞机座椅等。
4. 船舶零件:例如船桨、船舵、船帆等。
5. 航空航天部件:例如火箭喷嘴、火箭发动机等。
6. 医疗器材:例如手术器械、B超机、CT机等。
7. 电子器件:例如芯片、PCB板、散热器等。
四轴加工中心具有很高的灵活性和多样性,可以加工各种不同类型的复杂零件。
机械零部件种类繁多,不可胜数,略列如下:如传动类零部件,齿轮,齿条,用于带动和传递动能,皮带轮,滚轮,用于输送物资。轴承,轴用于连接和转动。如紧固类零部件,螺丝螺母,铆钉,销子,键等用于将二个部件连接在一起,装?类零部件,如三爪卡盘,钻夾头,锥柄套筒等。
轴一般由轧制圆钢或锻件经切削加工制造。轴的直径较小时,可用圆钢棒制造;对于重要的,大直径或阶梯直径变化较大的轴,多采用锻件。为节约金属和提高工艺性,直径大的轴还可以制成空心的,并且带有焊接的或者锻造的凸缘。对于形状复杂的轴(如凸轮轴、曲轴)可采用铸造。
1、轴毛坯的选择
对于自锁螺母光轴或轴段直径变化不大的轴、不太重要的轴,可选用轧材圆棒做轴的毛坯,有条件的可直接用冷拔圆钢;对于重要的轴受载、受载较大的轴、直径变化较大的阶梯轴,一般采用锻柸;对于形状复杂的轴可用铸造毛坯。
2、根据使用条件选用轴的材质
多数轴即承受转矩又承受弯矩,多处于变应力条件下工作,因此轴的材料应具有较好的强度和韧性,用于滑动轴承时,还要具有较好的耐磨性。其中优质碳素结构钢使用广泛,45钢最为常用,调质后具有优良的综合力学性能。不太重要的轴也可用Q235、Q275等普通碳素结构钢。高速、重载的轴、受力较大而要求尺寸小的轴以及有特殊要求的轴,要用合金结构钢,如铬钢,铬镍钢、硅锰钢等。合金钢对应力集中敏感性小,在机械行业应用日趋增多。
3、热处理和表面处理工艺提高材料的力学性能
冷作硬化是一种机械表面处理工艺,也可以用来改善轴的表面质量,提高疲劳强度,其方法有喷丸和滚压等。喷丸表面产生薄层塑性变形,并大大降低表面粗糙度,硬化表层,也能消除微裂纹,使表面产生残余压缩应力。
轴类零件中工艺规程的制订,直接关系到工件质量、劳动生产率和经济效益。一个零件可以有几种不同的加工方法,但只有某一种较合理,在制订机械加工工艺规程中,须注意以下几点:
1、零件图工艺分析中,需理解零件结构特点、精度、材质、热处理等技术要求,且要研究产品装配图,部件装配图及验收标准。
2、渗碳件加工工艺路线一般为:下料→锻造→正火→粗加工→半精加工→渗碳→去碳加工(对不需提高硬度部分)→淬火→车螺纹、钻孔或铣槽→粗磨→低温时效→半精磨→低温时效→精磨。
3、粗基准选择:有非加工表面,应选非加工表面作为粗基准。对所有表面都需加工的铸件轴,根据加工余量最小表面找正。且选择平整光滑表面,让开浇口处。选牢固可靠表面为粗基准,同时,粗基准不可重复使用。
4、精基准选择:要符合基准重合原则,尽可能选设计基准或装配基准作为定位基准。符合基准统一原则。尽可能在多数工序中用同一个定位基准。尽可能使定位基准与测量基准重合。选择精度高、安装稳定可靠表面为精基准。工艺规程制订得是否合理,直接影响工件的质量、劳动生产率和经济效益。一个零件可以用几种不同的加工方法制造,但在一定的条件下,只有某一种方法是较合理的。因此,在制订工艺规程时,必须从实际出发,根据设备条件、生产类型等具体情况,尽量采用先进加工方法,制订出合理的工艺过程。
根据轴类零件的功用和工作条件,其设计技术要求主要在以下方面:
1、尺寸精度
轴类零件的主要表面常为两类:一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为IT6~IT9。
2、几何形状精度
主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度。其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度。
3、相互位置精度
包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。
4、表面粗糙度
轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定。支承轴颈常为0.2~1.6μm,传动件配合轴颈为0.4~3.2μm。
5、其热处理、倒角、倒棱及外观修饰等要求。
夹头和轴的配合方法可能有许多种,具体选择的方法取决于具体的应用和要求。下面列举几种常见的夹头和轴配合方法:
1. 键配合:夹头和轴通过键连接在一起,键一般呈梯形或矩形截面。这种配合方法具有传递较大的转矩和承受冲击负载的能力,适用于较大的功率传递和较大的转速要求。
2. 精密配合:夹头和轴的配合面经过加工,具有高的配合精度和紧密的连接。这种配合方法常用于需要精确定位和旋转平稳的场合,如精密仪器、光学设备等。
3. 锥配合:夹头和轴通过同心锥面连接在一起,这种配合方法可以实现较好的自锁效果,适用于需要防止轴相对夹头滑动和提高夹紧力的场合。
4. 波纹管配合:夹头和轴通过波纹管连接在一起,波纹管具有一定的伸缩性,可以实现轴的连接和断开,适用于需要频繁拆卸和安装的场合。
以上只是部分夹头和轴的配合方法,具体选择的方法还需要根据实际情况进行综合考虑。【本文标签】
【cnc加工数控】版权所有
咨询热线
13751188387





