专注高精密零件CNC零件加工
从设计到机加工,让高品质零件制造更简单
13751188387

13751188387
")
热搜关键词:
本文目录
cnc自动化零件加工是什么意思? 自动化零件加工如何快速报价? 自动化零件是什么? 加工中心程序示例详解? 自动化零件是什么意思? 广数980TDb编程和夹装,这零件怎么实现自动化加工? 智能制造数控加工技术是学什么的?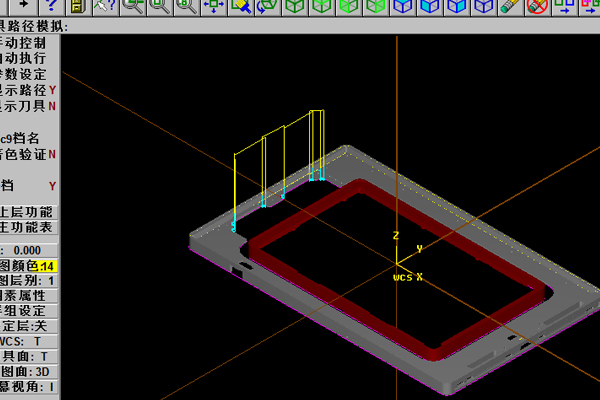
就是零件加工过程中不需要手工操作,加工过程CNC自动完成。
随着CNC越来越普及,工人的劳动强度大大降低,产品加工效率大大提高。CNC即数控机床,通过计算机控制机床运动,只需要工人编好程序,对零件装夹,其他都有CNC自动控制完成加工。
CNC自动化零件加工对工人提出了新的技术要求。
一、以工时来计价的方法:
1、每小时15元:主要包括Z25钻床、CA6140车床、刨床、锯床这几种加工方式,以及钳工的大部分工作。
2、每小时20元:主要包括立铣床、卧铣床、线切割、大车床和龙门铣床等加工方式。 计时的单位从开始接受加工任务到完成整个工程验收合格结束。
二、根据零件、数量、精度的要求进行计价的方法:
1、铣床加工类的一般键槽加工。
(1)长宽比小于10:按照键槽宽度×5 来计算,最低为5元。
(2)长宽比超过10:按照长宽比×基价×0.1收取。如果对于未知有严格的要求×2来计算。硬度大于HRC40的材料加工按照基价×2计算。
自动化零件一般有传感器,光电,发射接收器以及摄像头等等很多,这些零件根据不同的需要用于不用的工作,从而实现自动化功能。自动化不仅仅是囗头上而已,而是要将不同功能的电工电子零部件组合成具有完整功能的自动化设备。这就是自动化专业人员的工作。
加工中心程序是指用于控制加工中心进行加工的计算机程序,它是一种NC程序。NC程序是以代码形式编写的、能够控制机床进行自动化加工的程序,其中包含了工件几何属性、的几何和运动参数、机床坐标系和运动轨迹等信息。以下是一个加工中心程序的示例详解:
1.首先,NC程序开头部分一般包含版本信息、不同程序段的调用等信息。
2.设定工件坐标系:设置工件坐标系,定义工件的起点及加工参考点,确定X、Y、Z轴上的坐标值,以确保准确性。
3.选择加工方式:根据零件图纸和要求选择合适的加工方式,如铣削、钻孔、镗孔等。
4.选取:选择合适的,包括直径、长度、角度等参数。
5.设定切削条件:设定加工速度、进给量、切削深度、切削力等切削参数,以达到最佳加工效果。
6.运动轨迹设计:根据要求绘制零件轮廓、加工区域轮廓、特殊加工轮廓等相关轨迹,以实现对工件的加工。
7.路径规划与优化:对加工轨迹进行路径规划和优化,以提高加工精度和效率。
8.程序转换:将NC程序转换成机床可识别的程序格式。
9.程序调试:将已编写的程序载入加工中心,进行模拟和调试,以检查各项参数是否合理,并进行必要的修改。
10.加工启动:一旦确认程序为正确无误,即可启动加工中心进行自动化加工,完成零件的加工过程。
以上是一个加工中心程序的示例详解,其中每个步骤都需要精细处理,才能保证加工精度和工件质量。
自动化零件一般有传感器,光电,发射接收器以及摄像头等等很多,这些零件根据不同的需要用于不用的工作,从而实现自动化功能。
自动化不仅仅是囗头上而已,而是要将不同功能的电工电子零部件组合成具有完整功能的自动化设备。这就是自动化专业人员的工作。
产品:外径30,内径25,长度10的环一次装夹车出四件零件在此简单举个例子,看官们睁大双眼~~
~ 毛坯:管料,外圆31内孔24 程序: O0001 T0G99M8(外圆刀)
G97S1000M3 G0X33Z0 G1X23F0.2 G0X29Z0.5 G1Z0F0.15 X30Z-0.5F0.1 Z-13.5F0.15 G0X31Z-12 X50Z100 T0303G99M8(镗刀)
G97S800M3 G0X26Z1 G1Z0F0.15 X25Z-0.5F0.1 Z-13.5F0.15 G0X24Z-12 Z2 X100Z100 T0404G99M8(3MM切断刀) G97S600M3 GOX31Z-13 G1X24F0.1(就不倒角了) G0X35M5 X50Z100M9 G50W13.3(你就理解为,毛坯向右偏移了13.3MM这里一定要弄懂,关键。。。。)
M99(子程序结束,没错,这个是子程序) 下面是主程序,请耐心,主程序比子程序短多了 O0002 M98P00040001(调用一号子程序4次!)
G50W-53.2(13.3*4=53.2把偏移的量给偏移回来,别算错了,不然会撞车,呵呵)
T0 G0X27Z0.3(用外圆刀给毛坯定位)
M00(这时可以松开卡盘,把毛坯拉出来,碰到外圆刀就行)
G0X50Z100 M30(拧紧卡盘,按下循环启动吧~~~)
这种编程方法的优点呢, 一是可以一次装夹连续车出4件产品,降低了劳动强度,同时因为省去了三次的装夹时间,提高了生产效率、
二是编程方便,大家可以回头看下,子程序里都是X,Z没有用相对坐标编程UW,这里没有限制,如果你喜欢,怎么用都行,不会影响,注意最后G50W+/_就行了
智能制造数控加工技术是学数控原理和数控机床的应用、数控加工技术、数控机床的维修保养等方面的基础知识和专业技能,在数控技术领域进行设备操作、程序编制、工艺实施等。常见的有数控车床、数控铣床、数控钻床、数控镗床、数控磨床、数控插齿床、数控镗铣床、数控凸轮磨床、数控磨刀机、数控曲面磨床等。
【本文标签】
【铝壳体生产厂家】版权所有
咨询热线
13751188387





