专注高精密零件CNC零件加工
从设计到机加工,让高品质零件制造更简单
13751188387

13751188387
")
热搜关键词:
本文目录
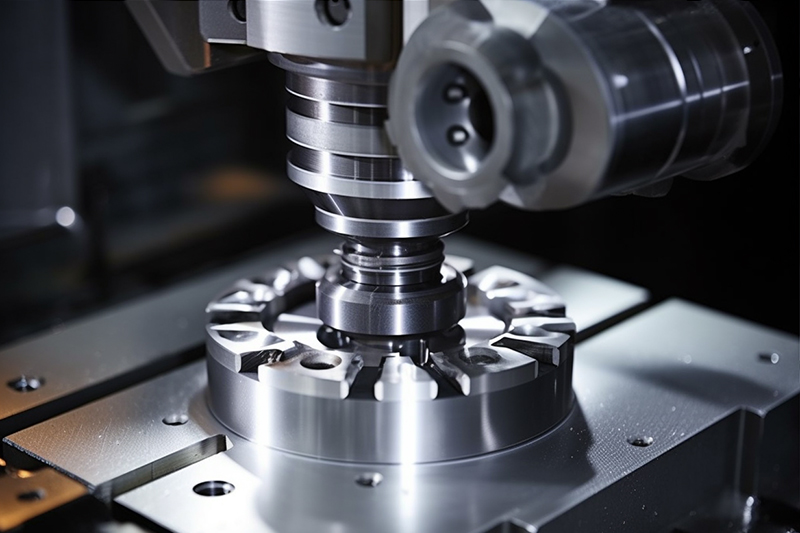
使用cnc加工铝合金板:
1.把一面大平面铣平(用AB胶,下料前先把胶水去掉些)
2.把工件平放在平面度为0.006mm以内的工艺板上,把长度方向校正并用适量AB胶粘住
3.在工件顶面粗加工到10mm时,把要加工的槽精铣,精铣到位
4.用10R0.5的平底带R角铣刀加工工件顶面且完成顶面粗加工,精加工(S5000 F4000 ap0.07mm)
5.精铣工件外围并工件底部留0.1mm余量
6.手工去除残余胶水(轻拿轻放)
费用计算按照以下几个因素进行:加工难度、零件数量、材料费和加工时间。
通常来说,加工难度越大,费用越高;零件数量越多,费用也会相应上涨;材料耗费也会影响到费用,通常铝合金材料价格相对较高;加工时间决定了机器的使用时间和加工师傅的工作时间,也是费用的一个重要影响因素。
因此,在进行CNC加工铝合金件时,需要根据以上因素合理计算费用,以确保合理性和透明度。
1060铝材可以使用下面几种CNC加工方法进行加工:
1. 铣削(Milling):使用铣床进行切削加工,适用于平面、孔槽、曲面等各种形状的加工。
2. 钻孔(Drilling):使用钻床或数控钻进行孔的加工,可以加工各种大小的孔洞。
3. 铣孔(Boring):利用铣床进行孔的加工,可以加工各种大小的孔洞。
4. 螺纹加工(Threading):使用铣床、螺纹铣刀或者螺纹切削工具进行螺纹的切削加工。
5. 攻丝(Tapping):使用攻丝工具在铝材表面钻孔,并形成螺纹,适用于需要与螺栓连接的部件。
6. 铣槽(Slotting):使用铣床进行槽口的加工,可以加工各种大小的槽口。
7. 雕刻(Engraving):使用雕刻刀具在铝材表面进行图案、文字等的雕刻加工。
以上是一些常见的1060铝材的CNC加工方法,具体的加工方法可以根据实际需求和加工要求进行选择。
答: CNC(数控机床)是计算机数字控制机床(Computer number control)的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作并加工零件。 铝合金 cnc就是铝合金数控机床的意思。
铝合金加工效果最好的刀具材质是金刚石。因此建议用金刚石铣刀。
金刚石刀具具有极高的硬度和耐磨性、低摩擦系数、高弹性模量、高热导、低热膨胀系数,以及与非铁金属亲和力小等优点。金刚石刀具主要用于有色金属如铝合金等加工,可以达到非常高的切削速度,并且加工表面表面粗糙度值非常小,可以达到以车代磨的效果。
你好,我来为你解答,拿10毫米的刀作为例子,铝料的转速1500每秒左右,切削量在可在0.5mm左右,较大的刀转速依次减小,
较小的刀依次转速加大,注意哦转速太快铝是会粘刀的哦,加工铝不需要用合金的涂层刀具,我们回答就是这样,希望帮到你
这个问题的回答需要更具体的加工情况才能给出确定的参数,但是在一般情况下,加工铝件时,开粗参数要根据铝合金的种类、材质、硬度等因素进行调整。
一般而言,建议将切削速度设为150-200 m/min,进给速度设为0.2-0.3 mm/rev,切削深度设为3-5 mm,走刀速度设为5000-8000 mm/min。
此外,还需要注意铝材加工过程中产生的铝屑和润滑剂的清理,确保加工质量和工作环境安全。
cnc合金刀加工铝速度为1500左右,切削量在可在0.5mm左右,较大的刀转速依次减小,
较小的刀依次转速加大,注意哦转速太快铝是会粘刀的哦,加工铝不需要用合金的涂层刀具
背吃刀量和切削深度是一个意思一般用ap表示,指的是在包含主运动和进给运动方向的平面的垂直方向上测量,对于外圆车削而言,背吃刀量等于工件已加工表面与待加工表面的垂直距离;背吃刀量是指刀具切削工件的深度,(只是指单边的即在半径上算);切削用量,切削深度,被吃刀量都是一个东西;切削量是指工件在加工时一次走刀工件直径的减少量。被吃刀量说的是径被切去的量,而切削量指的是直径上被切去的量。所以:切削量=2×被吃刀量被吃刀量一般用ap
咨询热线
13751188387





