专注高精密零件CNC零件加工
从设计到机加工,让高品质零件制造更简单
13751188387

13751188387

热搜关键词:
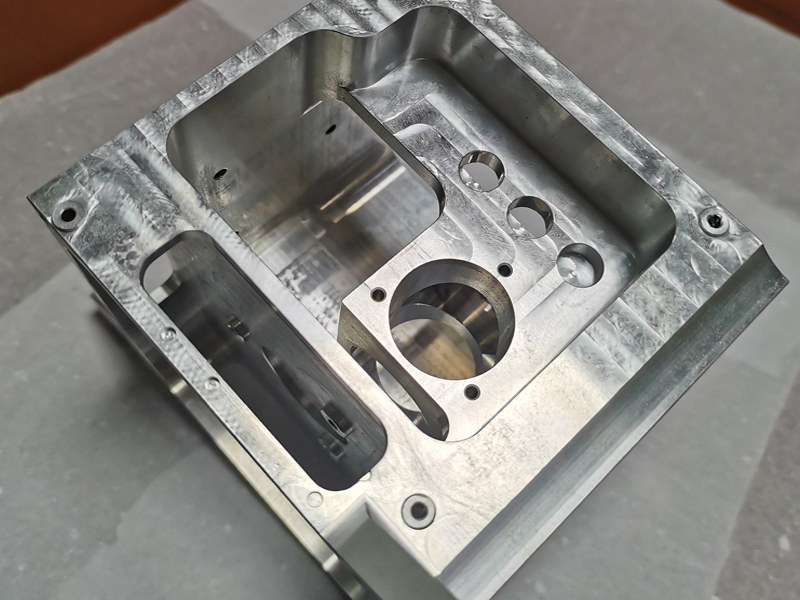
机械设备外壳类型零件制造的技术要求有哪些内容?
机械设备金属外壳零件是机器或部件的基础零件,它将机器或部件中的轴、套、齿轮等有关零件组装成一个整体,使它们之间保持正确的相互位置,并按照一定的传动关系协调地传递运动或动力。因此壳体零件的质量将直接影响机器或部件的精度、性能和寿命。常见的壳箱体类零件有:机床主轴箱、机床进给箱、变速箱体、减速箱体、发动机缸体和机座等。
机械设备外壳类型零件制造的技术要求:

一、外壳零件的技术要求
(1)主要平面的形状精度和表面粗糙度
箱体的主要平面是装配基准,并且往往是切削时的定位基准,所以应有较高的平面度和较小的表面粗糙度值,否则直接影响箱体制造时的定位精度,影响箱体与机座总装时的接触刚度和相互位置精度。
(2)孔的尺寸精度、几何形状精度和表面粗糙度
箱体上的轴承支承孔本身的尺寸精度、形状精度和表面粗糙度都要求较高,否则将影响轴承与箱体孔的配合精度,使轴的回转精度下降,也易使传动件产生振动和噪声。
(3)主要孔和平面相互位置精度
同一轴线的孔应有一定的同轴度要求,各支承孔之间也应有一定的孔距尺寸精度及平行度要求,否则不仅装配有困难,而且使轴的运转情况恶化,温度升高、轴承磨损加剧、齿轮啮合精度下降、引起振动和噪声、影响齿轮寿命等。
二、外壳零件的制造步骤
(1)工艺基准的选择
箱体零件的粗基准一般都用它上面的重要孔和另一个相距较远的孔作粗基准,以保证孔切削时余量均匀。精基准选择一般采用基准同一的方案,常以箱体零件的装配基准或专门的—面两孔为定位基准。
(2)装夹定位的划分
适用于切削内容不多的工件,主要是将切削部位分为几个部分,每道工序完成其中一部分。如数控铣削外形时以内腔夹紧,铣削内腔时以外形夹紧。
(3)切削工艺的工序
对易产生变形的数控铣零件,考虑到工件的精度变形等因素,可按粗、精工分开的原则来划分工序,即先粗后精。在工序的划分中,要根据工件的结构要求、工件的安装方式、工件的工艺性、数控铣的性能等因素灵活掌握,力求合理。
(4)先面后孔的原则
先完成平面后钻孔是外壳零件的一般规律。平面面积大用其定位稳定可靠;支承孔大多分布在箱体外壁平面上,先切削外壁平面可切往铸件表面的凹凸不平及夹砂等缺陷,这样可减少钻头引偏,防止刀具崩刃等,对孔切削有利。
(5)工序集中的要求
箱体零件上相互位置要求较高的孔系和平面,一般尽量集中在同一工序中完成,以保证其相互位置要求和减少装夹次数。紧固螺纹孔、油孔等次要工序的安排,一般在平面和支承孔等主要表面精工之后再进行。
三、专用油品的选用事项
(1)硅钢主要用来制作各种变压器、电动机和发电机的铁芯等,是比较容易冲切的材料,一般为了工件成品的易清洗性,在防止冲切毛刺产生的前提下会选用低粘度的切削油。
(2)碳钢主要用于一些机械设备的防护板等工艺要求不高的低精度工艺,所以在选用金属加工油时首先应该注意的是粘度。
(3)镀锌钢因为和氯系添加剂会发生化学反应,所以在选用切削油时应注意氯型油可能发生白锈的问题,而使用硫型切削油可以避免生锈问题,但应尽早脱脂。
(4)不锈钢是容易产生硬化的材料,要求使用油膜强度高、抗烧结性好的切削油。一般使用含有硫氯复合型添加剂的切削油,在保证极压性能的同时,避免工件出现毛刺、破裂等问题。
电饭煲外壳的材料及其加工工艺
电饭煲外壳主要采用不锈钢和塑料这两种材料。
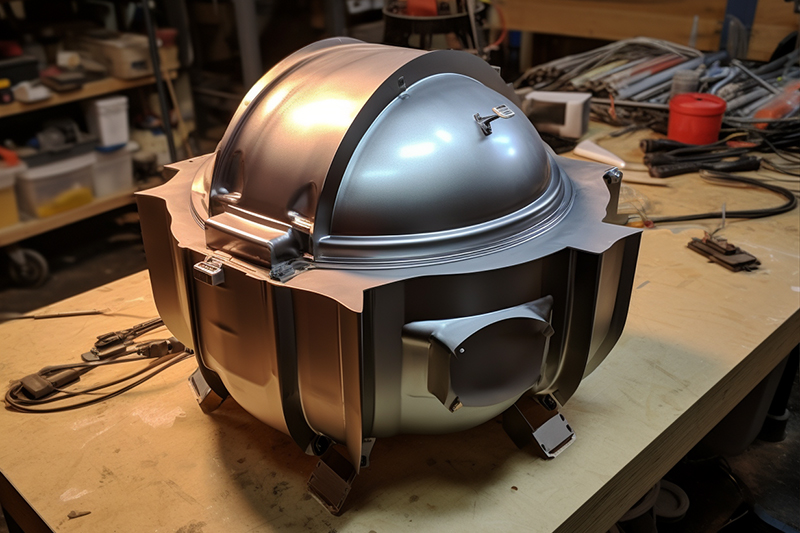
一、不锈钢外壳
不锈钢外壳具有以下特点:
1. 轻薄且耐用,能承受高温、高压。
2. 不锈、防腐、耐热等优点,符合煮食要求。
3. 价格相对较高。
制作工艺:
不锈钢外壳主要采用压力铸造和冲压加工。
压力铸造:
1. 制成模具
2. 往模具内入填充物质,控制压力,使零件呈现所需形状
3. 冷却固化,取出零件
冲压加工:
1. 制作模具
2. 将不锈钢板放于模具中部位
3. 通过压力将不锈钢板冲压成所需形状
二、塑料外壳
塑料外壳具有以下特点:
1. 轻便易携,造价较低
2. 耐高温但耐久性一般
3. 颜色丰富,外观美观
制作工艺:
主要有注塑和真空注塑两种方法。
注塑:将塑料熔化后,以高压方式注入模具中,待塑料凝固后取出。
真空注塑:在注塑工艺的基础上,在模具内引入真空,将气泡溶解在熔体中 ,减少产品内部气孔。
以上就是电饭煲外壳主要材料及其加工工艺,希望能为您提供参考。如果有任何疑问,欢迎再 提问。
电脑笔记本外壳是怎么做出来的?
笔记本电脑常见的外壳用料分类:
(一)、合金外壳
1、铝镁合金
铝镁合金一般主要元素是铝,再掺入少量的镁或是其它的金属材料来加强其硬度。因本身就是金属,其导热性能和强度尤为突出。铝镁合金质坚量轻、密度低、散热性较好、抗压性较强,能充分满足3C产品高度集成化、轻薄化、微型化、抗摔撞及电磁屏蔽和散热的要求。其硬度是传统塑料机壳的数倍,但重量仅为后者的三分之一,通常被用于中高档超薄型或尺寸较小的笔记本的外壳。
而且,银白色的镁铝合金外壳可使产品更豪华、美观,而且易于上色,可以通过表面处理工艺变成个性化的粉蓝色和粉红色,为笔记本电脑增色不少,这是工程塑料以及碳纤维所无法比拟的。因而铝镁合金成了便携型笔记本电脑的首选外壳材料,目前大部分厂商的笔记本电脑产品均采用了铝镁合金外壳技术。
2、钛合金
铝合镁金虽然不错,但是也有不少缺点。为了克服铝合镁金材料的不足,IBM的工程师们把一种更有效的材质——碳纤维加强型钛复合材料应用于笔记本电脑。
钛是造价昂贵的金属,比镁还要贵上许多,以前它主要是用于那些要求高强度、低重量应用的特殊场合,比如宇航部件、飞机制造和医疗器械等。
优良的抗撞击特性,更使它成为赛车外壳和高尔夫球棒等体育器械的完美选择。钛合金材质的可以说是铝镁合金的加强版,无论散热,强度还是表面质感都优于铝镁合金材质,而且加工性能更好,外形比铝镁合金更加的复杂多变。其关键性的突破是强韧性更强、而且变得更薄。
就强韧性看,钛合金是镁合金的三至四倍。强韧性越高,能承受的压力越大,也越能够支持大尺寸的显示器。因此,钛合金机种即使配备15英寸的显示器,也不用在面板四周预留太宽的框架。至于薄度,钛合金厚度只有0.5mm,是镁合金的一半,厚度减半可以让笔记本电脑体积更娇小。这也是IBM近年来很多的本子所专用的一种材料,现在在其它的本子还没有见到过。
钛合金唯一的缺点就是必须通过焊接等复杂的加工程序,才能做出结构复杂的笔记本电脑外壳,这些生产过程衍生出可观成本,因此十分昂贵。目前,钛合金及其它钛复合材料依然是IBM专用的材料,这也是IBM笔记本电脑比较贵的原因之一吧。
咨询热线
13751188387





