专注高精密零件CNC零件加工
从设计到机加工,让高品质零件制造更简单
13751188387

13751188387

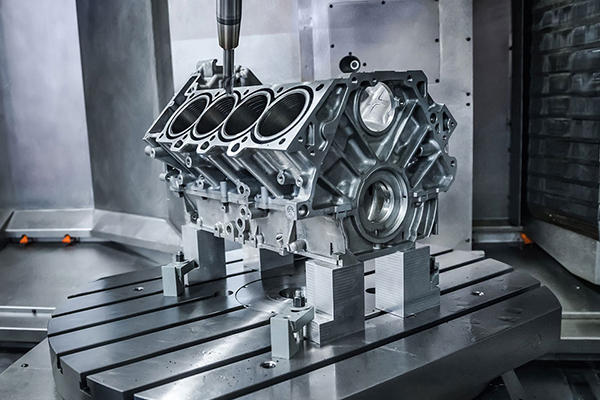
随着科技的不断进步和人们对高质量产品的需求越来越高,各种高精密零部件市场也越来越大。而铝合金外壳零件作为一种常见的高精度零部件,其要求严谨的制造工艺和高耐用性能在市场中占据着重要的地位。对于复杂型腔的铝合金外壳零件,cnc加工技术成为了首选。下面就来详细介绍一下复杂型腔的铝合金外壳零件在如何CNC加工的过程中需要注意的一些问题。
首先,对于复杂型腔的铝合金外壳零件,其设计和制造难度都比较大。因此,设计师和制造人员需要具备丰富的经验和专业知识。在设计方面,需要考虑到零件的结构、尺寸、表面状态、加工工艺等多项因素,才能保证零件的质量和性能。在制造方面,需要选用适当的设备和工具,预先进行合理的加工路径规划,以提高加工效率和减少误差。
然后,对于CNC加工技术的应用,其主要特点是数字化控制,可以实现高精度加工。不仅可以精确的控制加工路径和速度,还可以对零件的加工过程进行实时监测和反馈。但是,对于复杂型腔的铝合金外壳零件,其加工难度较大,需要对CNC加工设备的性能、特点和加工工艺进行深入了解,才能更好地完成加工任务。
此外,对于CNC加工过程中的一些技术细节也需要重视。例如,加工前需要进行充分的准备和清洁,以确保加工环境卫生和零件表面的光洁度。同时,在加工过程中需要关注刀具的磨损情况,及时更换,以避免因刀具磨损导致的误差和不良加工。此外,对加工过程中的冷却液的使用和处理也需要特别注意。
最后,对于复杂型腔的铝合金外壳零件在CNC加工过程中可能出现的一些问题需要提前处理。例如,可能会出现加工残留物,需要及时清理,否则会影响后续的加工或者零件的质量。同时,还需要注意后续的热处理和表面处理工艺,以确保零件的质量和耐用性。
2.1 铝合金材料工艺及加工方式
在用 CNC机进行复杂型腔的铝件加工时,如何选用合适的铝材是一个很重要的问题。铝合金的主要成分为A1,其沸点为2060摄氏度,熔点为600摄氏度,与其他金属合金相比,具有更轻、更高的密度和更高的热传导性。在实际数控机床加工过程中,采用铝合金材料时,设备的切削力度比较低,与其他材料加工时切削力较大的情况相比,可以在一定程度上减少积削瘤的出现,提高零件的加工质量。与此同时,由铝合金材料制造出来的零件具有很强的导热性,这就需要有关人员在数控机床的切削过程中,选择合适的冷却方法和刀具材料,来将温度降下来,提高产品的品质。因为由铝合金材料制造出来的零件,与其他材质的零件相比,硬度比较小,因此,变形的概率也比较大,因此,如何解决变形问题就显得比较重要了。有关人员要积极地对加工工序进行分析,减轻零件的夹紧力,减少加工振动对零件变形的影响,使其在加工的时候一直处于松弛的状态,这样可以有效地节约能耗,缩短产品周期,降低生产成本,提高产品的精度。还可以采用手动冷校正的方法,对加工出来的零件成品进行校正,利用外力来减少零件的内部压力,从而有效地防止变形。
2.2数控机床的工艺及加工方式
在复杂新腔铝合金零件的加工过程中,如果要有效地提高零件的加工质量和加工精度,那么就应该将对数控机床的选择放在第一位。数控机床的种类非常多,主要包括了数控铣床、数控车床、加工中心等。在实际生产加工的时候,相关人员要以铝合金零件的应用标准和应用方向为依据,合理地选择数控机床的类型,尤其是在生产复杂型腔零件的时候,相关人员要对数控机床的加工轴数量、生产零件的尺寸等进行详细的分析,有针对性地在卧式、立式及转换式数控机床中进行选择。
除此之外,在进行复杂型腔铝合金零件的加工时,要以零件的特性为依据,对加工和装夹工艺进行优化,设计出适合多种类型的腔面零件的加工方式,减少换刀的次数及装夹次数,从而提高产品的质量,使数控机床的优势得到最大程度的发挥。当使用水平的 CNC机床时,与其他 CNC机床相比,它的主轴比较均衡,能有效的实现多轴的联动加工,适用于制造箱形零件;而对于立式 CNC机床来说,它的主轴是竖直的,这样就能很好的解决零件的内腔和外腔的加工问题,并且它还能通过转动来达到五轴的同步运行;采用立式 CNC机床,可在装夹过程中对铝合金构件进行五个侧面的切削,更适用于复杂构件的制造。
2.3复杂型腔加工方式及工艺
利用数控机床对复杂模腔铝合金材料进行加工时,要根据铝合金零件的使用情况,合理地选择不同的加工方式,对复杂模腔零件的壁厚进行控制,将其控制在20 mm左右。其次,在进行正向装夹作业时,应采用压板压边的方法,为工件预留一定的余量,同时,有关人员可在工件的底部安装衬垫,以减少因加工而产生的震动对工件质量的影响[4]。在进行夹紧工作时,为了提高工件的精确度,必须一次将工件的四个侧面进行加工。
对于仅需对内部腔体进行加工的零件,大部分都是只有少数几个面,相关工作人员可以选择带有切削刀的设备,这样可以缩短工序过程,缩短工作时间,与此同时,还可以采用螺旋进刀的方法来提高铝合金零件的生产效率。对于要加工内腔和外腔的零件,有关工作人员要重视,在进行装夹工作时,要同时加工零件本身的内外轮廓,这样才能保证零件的内外轮廓的准确性,提高生产加工的质量,为零件的后续应用打下坚实的基础。
综上所述,对于复杂型腔的铝合金外壳零件在CNC加工过程中需要注意的问题还是比较多的。设计和制造人员需要具备丰富的经验和专业知识,对加工设备和工艺进行深入了解,才能更好地完成加工任务,并保证零件的高质量和高性能。
咨询热线
13751188387





